
阳极氧化工艺作业检验方式
简易检察方法:
1.观颜色:已生成阳极氧化膜的纯铝表面呈乳白色,铸铝、杂铝呈灰黑色。未生成阳极氧化膜的表面呈透明的亮白色,有的表面还附有粉红或灰黑的挂霜。
2.测电阻:已生成阳极氧化膜的检测时有电阻,常压下不导电;未生成阳极氧化膜的检测时导电。
3.痕:已生成阳极氧化膜的表面很硬,用针划时打滑,无划痕。未生成阳极氧化膜的表面很软,用针划时有阻力和划痕。
4.听声:已生成阳极氧化膜的敲打时发出清脆声。未生成阳极氧化膜的敲打时发出闷声。
5.着色检验:已生成阳极氧化膜的在染料溶液中能很快染上色。未生成阳极氧化膜的在染料溶液中染不上色。
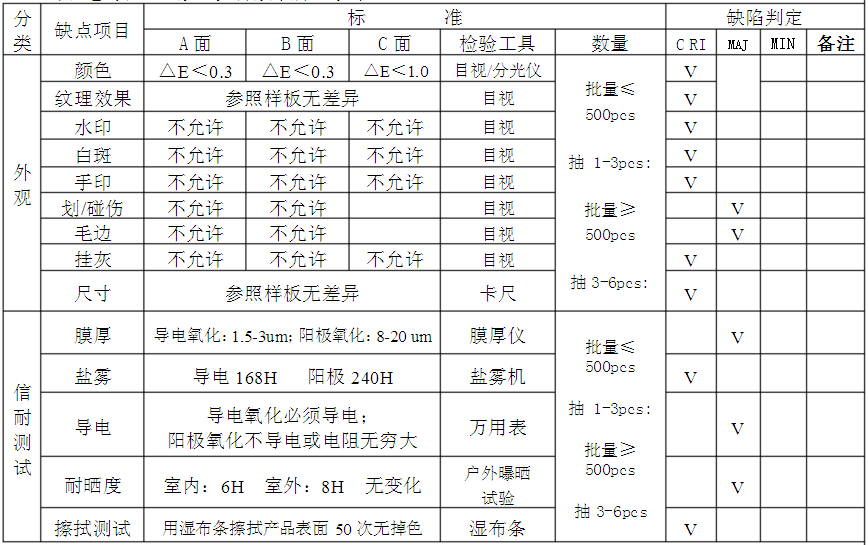
常规检测:
1.外观:无白斑、水印、流痕、夹缝或盲孔内无残液、阳极氧化前划伤目视不明显的可接受(具体根据客户要求检查)、阳极氧化后的划伤不允许有
2.颜色:比对样板不可有明显的差异,同一套产品的配件不可颜色差异。
3.纹理效果:同一位置的配件纹理必须一致。
4.膜厚:5-20um
5.盐雾试验:阳极氧化一248H,化学氧化一168H
6.附着力:3M胶纸无掉膜或掉色现象。
注:
膜厚:可以采用平均阳极氧化膜厚度表示,但在任何时候都不允许阳极氧化膜的最小局部膜厚低于最小平均膜厚的80%
级别 最小平均膜厚,μm 最小局部膜厚,μm
AA5 5 4
AA10 10 8
AA15 15 12
AA20 20 16
AA25 25 20
更多文章链接:《做阳极氧化工艺有哪些顺序?》《阳极氧化封孔工序发生缺陷原因及对策表》
相关标签:阳极氧化,阳极氧化处理
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


