
普通阳极氧化工艺的分类及特点
阳极氧化工艺的分类及特点
铝是钝化型金属,与钛、钽、铌等金属一样,表面钝态氧化膜是提供保护的重要因素,因此,阳极氧化是一种非常有效的金属保护手段。阳极氧化处理。
对于铝及其合金而言,是一种“万能”的提高防护性和装饰性,甚至功能性的有效方法。铝的阳极氧化处理工艺可以从多种角度加以分类,比如按照电解质溶液、阳极氧化电源波形、阳极氧化膜结构、阳极氧化膜的特性等加以分类,如表3-1所示是阳极氧化的各种分类方法和主要特点。
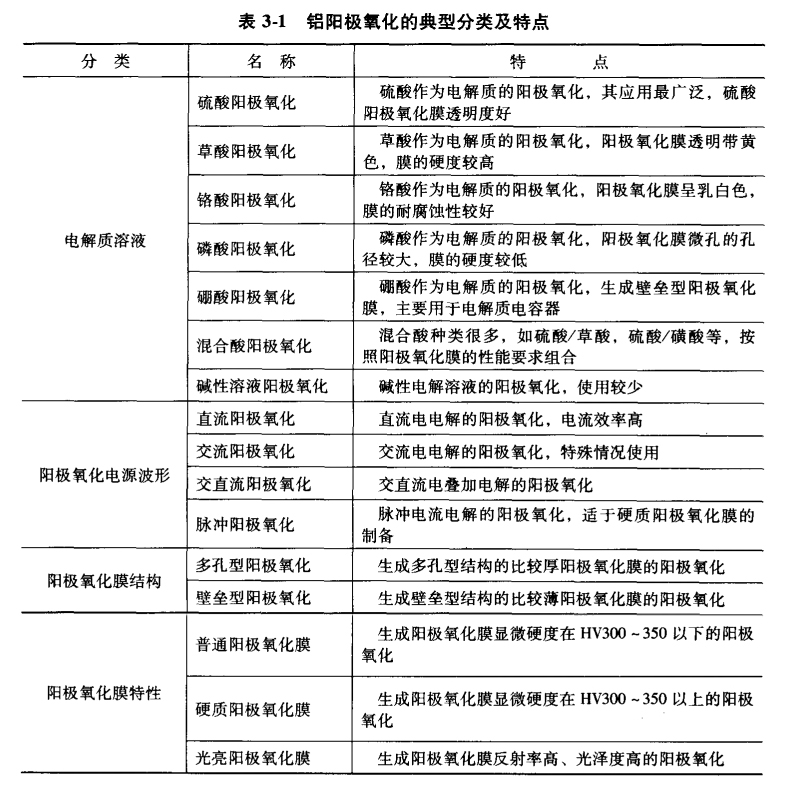
上述分类方法是从不同角度提出的,现在按照在不同电解质溶液中的阳极氧化,简单介绍它们的工艺特征和生成阳极氧化膜的特点。
(1)硫酸阳极氧化。前面我们就所以了解(导读:硫酸阳极氧化工艺 http://www.hswj66.com/Article/yangjiyanghuagongyiz_1.html)硫酸阳极氧化是应用最广泛的工艺,硫酸溶液非常稳定而且成本较低,不产生特殊的污染,废液处理比较容易。硫酸阳极氧化膜无色透明,处理成本比较低,又适合于各种着色处理方法和封孔方法。硫酸阳极氧化的阳极氧化膜,其孔隙率约为10%,适合于电解着色处理。此外,氧化膜的活性较强,适合于染色处理。
(2)草酸阳极氧化。草酸阳极氧化早期在日本使用比较多,由于其工艺成本比硫酸阳极氧化高出3-5倍,电解液的稳定性也较差等原因,目前其应
用已不如硫酸那么广泛,而且常常与硫酸联合使用形成混合酸溶液。草酸阳极氧化的外加电压较高,因此能耗比较高。草酸阳极氧化膜是透明的浅黄色膜,膜层孔隙度低,硬度比较高,耐磨性和耐腐蚀性都比较好,但是并不适于着色或染色。
(3)铬酸阳极氧化。铬酸阳极氧化主要用在耐腐蚀性要求较高的场合,一般采用恒电压阳极氧化。铬酸阳极氧化膜的外观是乳白色或灰色,不透明,膜层柔韧性强,孔隙度低,抗开裂(受热或弯曲)性能好,使用时可以不进行封孔处理。
(4)磷酸阳极氧化。磷酸阳极氧化早期用于铝材电镀的预处理,目前主要用于铝印刷电路板的表面处理和铝工件胶结的预处理。磷酸阳极氧化膜的孔径比较大,与涂料的附着性较好,.但是耐腐蚀性和力学强度比较差。磷酸阳极氧化还用于制备太阳能吸热器中吸热板的黑色阳极氧化膜,或者作为有机物涂装的底层。
(5)硼酸阳极氧化。由于硼酸对氧化膜的腐蚀性较低,因此硼酸阳极氧化形成壁垒型的阳极氧化膜,通常用于电解质电容器。
(6)混合酸阳极氧化。考虑到某些特殊的需要,例如,降低硫酸溶液的腐蚀性,提高阳极氧化膜的硬度和耐磨性等,可以加人某些有机酸(如草酸、酒石酸等)。早期的整体着色,在日本被称为“一次电解着色”,即采用有机酸混合无机酸作为阳极氧化的溶液,由此在阳极氧化处理的同时得到着色的效果。
(7)碱性溶液阳极氧化。碱性溶液阳极氧化只能作为涂层的底层,由于氧化膜粗糙,孔隙度比较大,耐磨性差,因此应用范围相当有限。
(8)光亮阳极氧化。光亮阳极氧化通常是指保持或最低限度降低原有表面光亮度的阳极氧化,而不能理解为通过阳极氧化来实现光亮化的目的。铝合金类型和原表面的光亮度是光亮阳极氧化的基础,如1xxx系纯铝或6463铝合金是实现光亮阳极氧化的理想材料。最常用的6063铝合金阳极氧化之后,特别在其氧化膜的厚度达到10μm以上时,很难维持原有表面的光亮度。
相关标签:硫酸阳极氧化,阳极氧化,氧化膜
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


