
东莞大朗插齿加工的工艺特点
插齿和滚齿相比,在加工质量,生产率和应用范围等方面都有其特点。
1.插齿加工的质量
(1)插齿的齿形精度比滚齿高滚齿时,形成齿形包络线的切线数量只与滚刀容屑槽的数目和基本蜗杆的头数有关,它不能通过改变加工条件而增减;但插齿时,形成齿形包络线的切线数量由圆周进给量的大小决定,并可以选择。此外,制造齿轮滚刀时是近似造型的蜗杆来替代渐开线基本蜗杆,这就有造型误差。而插齿刀的齿形比较简单,可通过高精度磨齿获得精确的渐开线齿形。所以插齿可以得到较高的齿形精度。
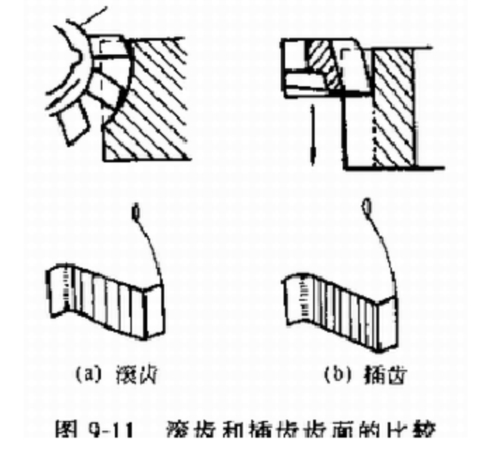
(2)插齿后齿面的粗糙度比滚齿细这是因为滚齿时,滚刀在齿向方向上作间断切削,形成如图9-11a所示的鱼鳞状波纹;而插齿时插齿刀沿齿向方向的切削是连续的,如图9-11b所示。所以插齿时齿面粗糙度较细。
(3)插齿的运动精度比滚齿差这是因为插齿机的传动链比滚齿机多了一个刀具蜗轮副,即多了一部分传动误差。另外,插齿刀的一个刀齿相应切削工件的一个齿槽,因此,插齿刀本身的周节累积误差必然会反映到工件上。而滚齿时,因为工件的每一个齿槽都是由滚刀相同的2-3圈刀齿加工出来,故滚刀的齿距累积误差不影响被加工齿轮的齿距精度,所以滚齿的运动精度比插齿高。
(4)插齿的齿向误差比滚齿大插齿加工时的齿向误差主要决定于插齿机主轴回转轴线与工作台回转轴线的平行度误差。由于插齿刀工作时往复运动的频率高,使得主轴与套筒之间的磨损大,因此插齿的齿向误差比滚齿大。所以就插齿加工精度来说,对运动精度要求不高的齿轮,可直接用插齿来进行齿形精加工,而对于运动精度要求较高的齿轮和剃前齿轮(剃齿不能提高运动精度),则用滚齿较为有利。
2.插齿加工的生产率切制模数较大的齿轮时,插齿加工速度要受到插齿刀主轴往复运动惯性和机床刚性的制约;切削过程又有空程的时间损失,故生产率不如滚齿高。只有在插齿加工小模数、多齿数并且齿宽较窄的齿轮时,插齿加工的生产率才比滚齿高。
3.滚插齿的应用范围:
(1)插齿加工带有台肩的齿轮以及空刀槽很窄的双联或多联齿轮,只能用插齿。这是因为:
插齿刀“切出”时只需要很小的空间,而滚齿则滚刀会与大直径部位发生干涉。
(2)加工无空刀槽的人字齿轮,只能用插齿;
(3)加工内齿轮,只能用插齿。
(4)加工蜗轮,只能用滚齿。
(5)加工斜齿圆柱齿轮,两者都可用。但滚齿比较方便。插制斜齿轮时,插齿机的刀具主轴上须设有螺旋导轨,来提供插齿刀的螺旋运动,并且要使用专门的斜齿插齿刀,所以很不方便。
相关标签:插齿加工
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


